
Mekaaniset polttimet asetyleenille/paineilmalle.
Tehokas liekkikuumennus ennen nykyaikaisen teräksen hitsausta ja leikkausta
Materiaalien lujuuden parantaminen ja siihen liittyvä hitsattujen rakenteiden painon vähentäminen on johtanut uusien erikoislujien terästen kehittämiseen. Mekaanisten ominaisuuksien parantaminen johtaa kuitenkin usein siihen, että esikuumennusta tarvitaan ennen hitsauksen aloittamista. Lisäksi joissain tapauksissa esikuumennus voi olla suositeltavaa jopa ennen leikkausta. Esikuumennusmenetelmiä on erilaisia, joista kullakin on omat hyvät ja huonot puolensa. Tässä artikkelissa tutustumme lähemmin siihen, miten jossain määrin unohduksiin jäänyt esikuumennusmenetelmä toimii, ja käsittelemme menetelmän vahvuuksia ja heikkouksia.
Miksi esikuumennusta käytetään?
Kun teräksen mekaanisia ominaisuuksia parannetaan, siihen tulee herkemmin kylmähalkeamia hitsauksen aikana monissa tapauksissa. Kylmähalkeamat liittyvät seuraaviin tekijöihin:
- Perusaineen ja hitsin kemiallinen koostumus
- Levyn paksuus
- Hitsin vetypitoisuus
- Lämmöntuonti / sisäiset kuormitustasot
- Jännitetasot
Lämpötila, kemiallinen koostumus ja ainepaksuus vaikuttavat yhdessä merkittävästi hitsimetallin mikrorakenteeseen.
Miten vedyn aiheuttamat halkeamat voidaan välttää?
Monet tekijät voivat aiheuttaa halkeamia. Näitä ovat esimerkiksi valittu materiaali, suunnittelu, valittu hitsausprosessi, eri parametrit (lämmöntuonti, lisäaineet, kaasu ja/tai jauhe, jossa on pieni vetypitoisuus), hitsausprosessin hallinta sekä toteutettu esi- ja jälkikuumennus.
Tässä artikkelissa keskitytään liekkikuumennukseen, jota käytetään kylmähalkeamien riskin vähentämiseen hitsauksen (ja leikkauksen) aikana. Kuumennuksella voidaan vaikuttaa esimerkiksi martensiitin määrään sekä hitsin ja HAZ:n kovuuteen). Lisäksi esikuumennuksella vähennetään vetypitoisuutta (tämä voidaan tehdä myös hitsauksen jälkeisellä lämpökäsittelyllä).
Katso ferriittistä terästä koskevat tiedot standardin EN 1011-2: 2001 ohjeista. Tiettyjen materiaalien tyypilliset lämpötilat:
- CMn- ja HSS 50–150 °C
- Kuumaluja teräs: 75–200 °C
- Työkaluteräs: 200–350 °C
Koska vaihtelua on paljon, on suositeltavaa kysyä neuvoa teräksen toimittajalta, jotta oikeat esikuumennussuositukset voidaan varmistaa. Harva tietää, että tietyt materiaalit (kuten HARDOX) on joskus esikuumennettava ennen leikkausta.
Esikuumennusvaihtoehdot
Markkinoilla on erilaisia esikuumennussovelluksia, joista kullakin on omat hyvät ja huonot puolensa. Näitä ovat esimerkiksi vastus- ja induktiokuumennus sekä kuumennus uuneissa. Tässä artikkelissa keskitytään kuitenkin pelkästään liekkikuumennukseen.
Liekkikuumennus
Vaikka tätä menetelmää on käytetty jo vuosia, uusien kaasupoltinten kehittäminen ja ilman käyttö hapetusaineena on joissakin tapauksissa lisännyt mahdollisuuksia varsinkin suorituskykyyn ja turvallisuuteen liittyvissä asioissa.

Yllä: Manuaalinen liekkikuumennus.
Liekin ylläpitoon ja työkappaleen lämpötilan nostamiseen tarvitaan helposti syttyvää kaasua ja hapettavaa ainetta. Teoriassa polttokaasuna voidaan käyttää mitä tahansa kaasua, joka palaa yhdessä ilman kanssa, mutta asetyleeni, nestekaasu ja maakaasu ovat yleisimmin käytettyjä kaasuja. Happea (ODOROX), paineilmaa ja ilmakehästä saatua ilmaa käytetään myös hapettavana aineena sen mukaan, mikä on liekin vaadittu lämpötila.
Polttokaasun ja hapettavan aineen valinta
Liekin ylläpitoon ja työkappaleen lämpötilan nostamiseen tarvitaan helposti syttyvää kaasua ja hapettavaa ainetta. Teoriassa polttokaasuna voidaan käyttää mitä tahansa kaasua, joka palaa yhdessä ilman kanssa, mutta asetyleeni, nestekaasu ja maakaasu ovat yleisimmin käytettyjä kaasuja. Happea (ODOROX), paineilmaa ja ilmakehästä saatua ilmaa käytetään myös hapettavana aineena sen mukaan, mikä on liekin vaadittu lämpötila.
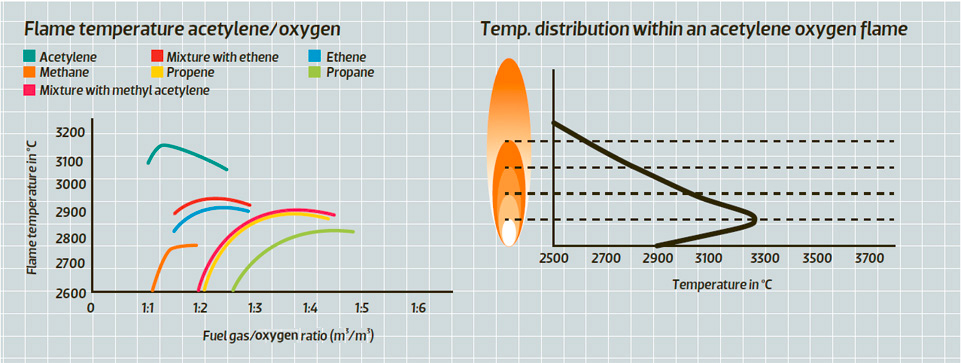
Liekin lämpötila eri polttokaasuja käytettäessä yhdessä paineilman kanssa. Liekin lämpötila erilaisten kaasu/happiseosten kanssa ja lämpötilan jakautuminen asetyleeni/happiliekissä.
Asetyleeni
Asetyleeni muodostaa kuumimman liekin kaikista polttokaasuista. Liekki saavuttaa noin 3 100 °C:n lämpötilan, kun kaasun kanssa käytetään happea. Lisäksi asetyleeni luo keskitetyn lämmönsyötön, kun suurin osa energiasta on ensisijaisessa liekissä. Asetyleeni tuottaa nopean paikallisen kuumennuksen, ja sitä suositellaan käyttökohteisiin, joissa tarvitaan paljon tarkkuutta ja suorituskykyä.
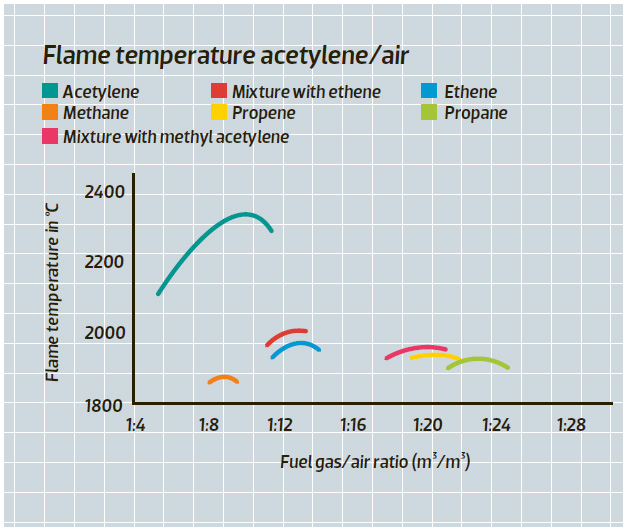
Liekin lämpötila eri polttokaasuja käytettäessä yhdessä paineilman kanssa.
Käytettäessä yhdessä paineilman kanssa, liekin lämpötila on matalampi, noin 2 300 °C. Tämä tuottaa miedomman liekin, joka on kuitenkin tehokas ja sopii useisiin kuumennustöihin. Ilman käyttö vähentää palamisnopeutta ja poistaa takaiskuriskin kokonaan.
Nestekaasu
Kun kaasua käytetään yhdessä hapen kanssa, lämpötila voi nousta jopa noin 2 800 °C:een. Lämpö jakautuu tasaisemmin liekissä kuin käytettäessä asetyleenia, mutta kuumennus ei tällöin ole yhtä tarkkaa. Nestekaasua suositellaan paksujen hitsien kuumennukseen. Hapen sekoitussuhde nestekaasuun on 4:1, mikä lisää merkittävästi hapen kulutusta ja melutasoa. Lisäksi suurempi liekki lisää käyttäjään kohdistuvaa lämpökuormitusta.
Ei ole realistista käyttää paineilmaa hapen sijaan nestekaasuliekissä, koska vaadittaisiin erittäin suurta ilman virtausta. Se on kuitenkin mahdollista pieniä kaasupolttimia käytettäessä.
Maakaasu
Myös maakaasua käytetään kuumennukseen. Maakaasua voidaan käytännössä hyödyntää vain silloin, kun käyttökohteessa on yhteys maakaasuverkostoon. Liekin lämpötila on hieman matalampi kuin nestekaasua/happea käytettäessä.
Lisäksi saatavilla on laaja valikoima erilaisia nk. bunsenpolttimia. Ne käyttävät polttokaasua ja ilmakehästä saatua ilmaa. Ne eivät yleensä tuota riittävää suorituskykyä vaativissa kuumennustöissä.
Kaasupolttimet
Markkinoilla on useita erilaisia kuumennukseen käytettäviä polttimia. Yksinkertaisissa tehtävissä voidaan käyttää lämmityspolttimia, jotka liitetään olemassa olevaan poltinkahvaan. Nykyään kuumennukseen on kuitenkin saatavilla erikoispolttimia. Tarjolla on sekä manuaalisia että mekaanisia polttimia, jotka voidaan räätälöidä jokaiseen käyttökohteeseen sopiviksi.

Mekaaniset polttimet asetyleenille/paineilmalle.
Mekaaniset polttimet sopivat laajamittaiseen tuotantoon, ja ne voidaan varustaa automaattisella sytytyksellä, langattomalla lämpötilan valvonnalla ja liekin valvonnalla, mikä takaa mahdollisimman hyvän turvallisuuden. Saatavilla olevat koot voivat käsitellä jopa 30 000 litraa palavaa kaasua tunnissa.
Yllä: Manuaalinen liekkikuumennus.
Manuaalisia polttimia on saatavilla eri tyyppisinä. Niitä on hapelle, paineilmalle ja eri polttokaasuille. Myös erilaisia kokoja on saatavilla runsaasti. Pienimmät polttimet kuluttavat pari sataa litraa palavaa kaasua tunnissa, ja ne sopivat pieniin töihin. Suurilla polttimilla käsitellään jopa 20 000 litraa kaasua tunnissa, ja niitä käytetään raskaiden levyjen ja rakenteiden työstöön. Kun käsitellään ohuita materiaaleja tai tarvitaan miedompaa liekkiä, happi/ODOROX voidaan korvata paineilmalla.
Miksi liekkikuumennusta käytetään?
Vaikka tämä menetelmä on jäänyt vähälle huomiolle viime vuosien aikana, se on edelleen hyvin käyttökelpoinen, ja sitä tulisi edelleen harkita aina, kun kuumennusta tarvitaan. Prosessin edut:
- Erinomainen joustavuus
- Hyvin tehokas
- Nopea kuumennus
- Pienet investointikustannukset
- Käytettävä polttokaasu voidaan valita työn vaatimuksiin sopivaksi
Menetelmällä on myös huonot puolensa:
- Kaasun syöttö on mitoitettava kulutuksen mukaiseksi. Käytettävien kaasupullojen kaasunluovutuskyky on huomioitava, ja liitettyjen asetyleenipakkausten (pullot/paketit) määrä on sovitettava polttimien kokoon.
- Turvallisuus. Koulutusta vaaditaan, jotta turvallisuus ja suorituskyky olisivat mahdollisimman hyviä työsuorituksen aikana.
Käyttökohde-esimerkkejä
Erilaisia käyttökohteita on useita. Seuraavassa on esitelty muutamia tilanteita, joissa liekkikuumennusta käytetään tuotannon aikana.
Esikuumennus erikoisputkien ja tuulivoimalatornien valmistuksessa.

Rinnakkaiskytkettyjä asetyleeni/kuumailmapolttimia käytetään mekaaniseen esikuumennukseen, mikä on kustannustehokas ja hiljainen menetelmä. Käytetään pitkittäissuuntaiseen hitsaukseen erikoisputkien valmistuksessa ja laippojen hitsauksessa tuulivoimalatornien tuotannossa.
Esikuumennus pinnoitushitsauksessa.

Esikuumennus työkaluteräksen korjaushitsauksessa. Asetyleeni/paineilma.

Yllä: Kuumennus asetyleenin/paineilman kanssa lämmönvaihtimien hitsauksessa.
Kuumennus asetyleenin/paineilman kanssa tuottaa kuivan pinnan ja tarvittaessa mahdollistaa korkeamman työlämpötilan.
{kind=link}
{kind=link}